

5-e1639741412465-330x220.jpg)

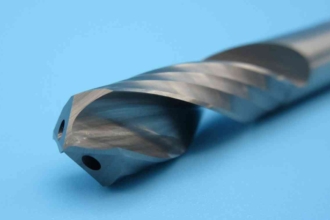
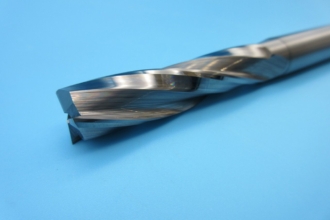
当社自慢の熱処理設備で、用途に合ったハイス工具をご提案!
特殊精密切削工具.comを運営する株式会社東鋼は、長年培ってきた熱処理技術を絶やさずに継承して参りました。キー溝加工に使用されるキーシーターカッターやスロッターバイトの材料にはハイスを使用することが多く、このハイスの特性を引き出すには高度な熱処理技術が必要になります。
当社ではハイスの熱処理に最適な塩浴炉で熱処理を行っています。お客様のご要望や用途に合わせた熱処理を行うことが可能で、硬度を最大限に上げて高硬度材加工向きに調整することや、靭性を持たせて耐折損性を上げるといった調整も可能です。

1-e1639741447939-1024x769.jpg)



-1-e1639738210912-330x220.jpg)