PCD工具とは?特徴・メリットから超硬との違い、被削材別の選び方まで徹底解説
PCD工具とは?
【定義】 PCD工具とは、人工的に焼結した多結晶ダイヤモンド(Poly-crystalline Diamond)を刃部に用いた切削工具のことを指します。
ダイヤモンドは地球上でもっとも硬い物質として知られています。しかし、天然ダイヤモンドは単結晶であるため、特定方向への衝撃に弱く、工業用途では扱いにくい側面がありました。PCD素材はその課題を解決するために生まれました。ダイヤモンド微粉末を金属バインダとともに1,200℃以上・数万気圧という極限条件で焼き固めることで、多結晶構造をもつ工業用素材として完成します。この製法によって、天然ダイヤモンドに匹敵する硬度を保ちながら、割れにくさと均質性を両立しています。
PCDという素材の基本的な成り立ち
PCD素材の核心は、「硬さ」と「粘り」の両立にあります。単結晶ダイヤモンドが劈開面(特定方向への割れやすさ)をもつのに対し、多結晶構造ではランダムに配向した粒子が互いに支え合うため、方向を問わず安定した硬度を発揮します。
完成したPCD素材は超硬合金の基板上にロウ付けされ、その後レーザー加工や放電加工で刃先形状に仕上げられます。刃先の再現性が高く、量産ラインの安定稼働を支える工具素材として、自動車・航空・医療をはじめとする幅広い分野で採用されています。ただし、工具1本あたりの製造コストは超硬工具より高くなる傾向があり、用途や加工量との費用対効果を見極めた選定が現場では求められます。
PCD工具が製造現場で注目される背景
非鉄金属・複合材加工の需要拡大
自動車のEV化・軽量化を背景に、アルミ合金やCFRP(炭素繊維強化プラスチック)を用いた部品の加工需要が急速に高まっています。これらの素材は通常の超硬工具では摩耗が激しく、工具交換の頻度が生産効率の足かせとなりやすい傾向があります。PCD工具はダイヤモンドとアルミの親和性が低いため溶着が起きにくく、切れ味を長時間維持できる点が量産現場から高く評価されています。
工具寿命と加工コストへの関心の高まり
現場では、「工具単価」よりも「1個あたりの工具コスト」で評価する視点が広がっています。PCD工具の耐摩耗性は一般的に超硬工具の10〜50倍とされており、初期投資は高くとも、長期的なトータルコスト削減につながるケースが少なくありません。工具交換に伴うラインの停止時間を減らしたいという現場の声も、PCD工具への注目を後押ししています。
PCD工具にはどのような特徴とメリットがある?
【ポイント】 PCD工具の強みは耐摩耗性だけではありません。熱伝導性と低摩擦係数が組み合わさることで、加工面品質の安定と溶着抑制という現場直結の効果を生み出します。
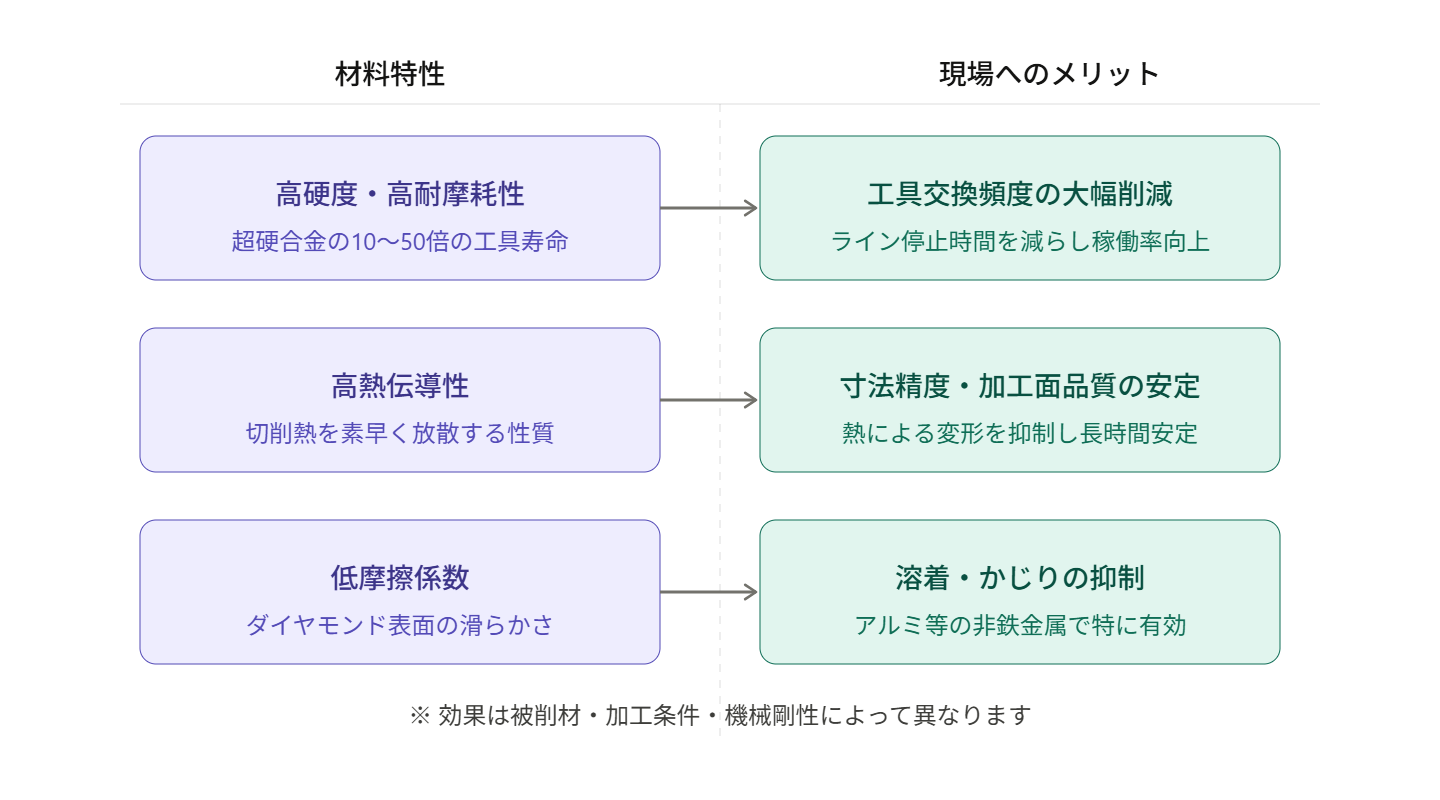
PCD工具が持つ3つの材料特性
PCD工具の性能を支える材料特性は、以下の3点に整理できます。
- 高硬度・高耐摩耗性
- 高熱伝導性
- 低摩擦係数
一般的にPCD工具の耐摩耗性は超硬合金工具の10〜50倍とされており、アルミ合金加工では100mを超える連続切削においても摩耗変化がほとんど見られないという報告も届いています。硬度が高いほど刃先の鋭さが長く維持され、加工精度のばらつきを抑えやすくなります。
熱伝導性については、切削加工中に発生する熱を刃先から素早く逃がす働きがあります。加工熱が工具や被削材にこもると寸法変形や表面粗さの悪化につながりますが、PCD工具はこの熱の蓄積を抑えることで、長時間にわたる安定した加工を可能にします。
低摩擦係数は、アルミや銅といった非鉄金属の加工で特に効果を発揮します。ダイヤモンドとアルミの親和性が極めて低いため、切粉の溶着(アルミが刃先に溶け付く現象)が起きにくく、加工面の品質を高く保てます。
製造現場が実感するメリット
工具交換頻度の削減
量産ラインにおいて、工具交換はライン停止を伴います。超硬工具を使用していた現場でPCD工具に切り替えた場合、交換頻度が大幅に減少し、オペレーターの段取り工数削減にもつながるという声が多く聞かれます。ただし、初期コストが高い点は事前に費用対効果の試算が必要であり、加工ロットや月産数量によって判断が変わります。
加工面品質の安定
鏡面に近い仕上げ面品質が求められる部品加工や、後工程の研磨を省きたい現場では、PCD工具の低摩擦特性が直接的な効果をもたらします。刃先が長期間シャープさを維持するため、加工開始から終盤にかけての品質ばらつきが出にくく、検査工程での不良発生を抑えやすい傾向があります。
よくある質問
Q. PCD工具の最大のメリットは何ですか?
A. 超硬工具と比べて耐摩耗性が圧倒的に高く、工具交換頻度の削減と加工面品質の長期安定が現場の成果に直結します。ただし効果は被削材や加工条件によって異なります。
PCD工具と超硬工具の違いとは?
【ポイント】 PCD工具と超硬工具はどちらが優れているかという問いに、単純な答えはありません。被削材・加工形態・運用コストの3つを軸に、現場の条件に合わせて選ぶことが成果につながります。
材質・硬度・靭性の比較
PCD工具と超硬工具の最大の違いは、硬度と靭性のトレードオフにあります。
PCD素材はビッカース硬度で6,000〜8,000HVに達し、超硬合金(1,400〜1,800HV程度)を大きく上回ります。刃先の摩耗が少ないぶん、長時間加工しても寸法精度が安定しやすい特性があります。一方で、靭性(衝撃への粘り強さ)は超硬合金のほうが高く、断続切削や振動が生じやすい加工ではPCDの刃先が欠け(チッピング)を起こすリスクがあります。
超硬工具は鉄系材料・ステンレス・難削材など幅広い被削材に対応できる汎用性の高さが強みです。再研磨やチップ交換による使い回しも可能で、小ロット・多品種の現場では運用コストを抑えやすい傾向があります。
コスト構造の違いと選定判断のポイント
初期コストとトータルコストの考え方
PCD工具は工具1本あたりの価格が超硬工具より高くなるケースがほとんどです。しかし工具寿命が長いぶん、交換頻度・段取り工数・ライン停止時間を含めたトータルコストで見ると、量産ラインでは逆転するケースも少なくありません。月産数量が多く、同一材種を連続加工する現場ほどPCD工具の費用対効果が出やすいといえます。一概には言えない部分もありますが、まず現状の工具交換サイクルと停止時間を数値で把握することが選定の第一歩です。
超硬工具が適しているケース
以下のような条件では、超硬工具のほうが現場にフィットする場合があります。
- 鉄系材料(鋼・鋳鉄・ステンレス)の加工
- 断続切削や衝撃が加わる加工
- 小ロット・多品種で工具を使い回したい場合
- 加工条件が頻繁に変わる現場
現場では「PCD一択」ではなく、超硬工具とPCD工具を工程ごとに使い分ける運用が現実的に多く見られます。
よくある質問
Q. PCD工具と超硬工具はどう使い分ければよいですか?
A. 非鉄金属・複合材の量産加工にはPCD、鉄系材料や断続切削・小ロット加工には超硬が適しています。トータルコストで判断することが重要です。
PCD工具はどのような被削材に向いている?
【ポイント】 PCD工具の性能を最大限に引き出すには、被削材との相性を理解したうえで工具を選ぶことが出発点です。得意・不得意を把握することが、現場の加工コスト最適化に直結します。
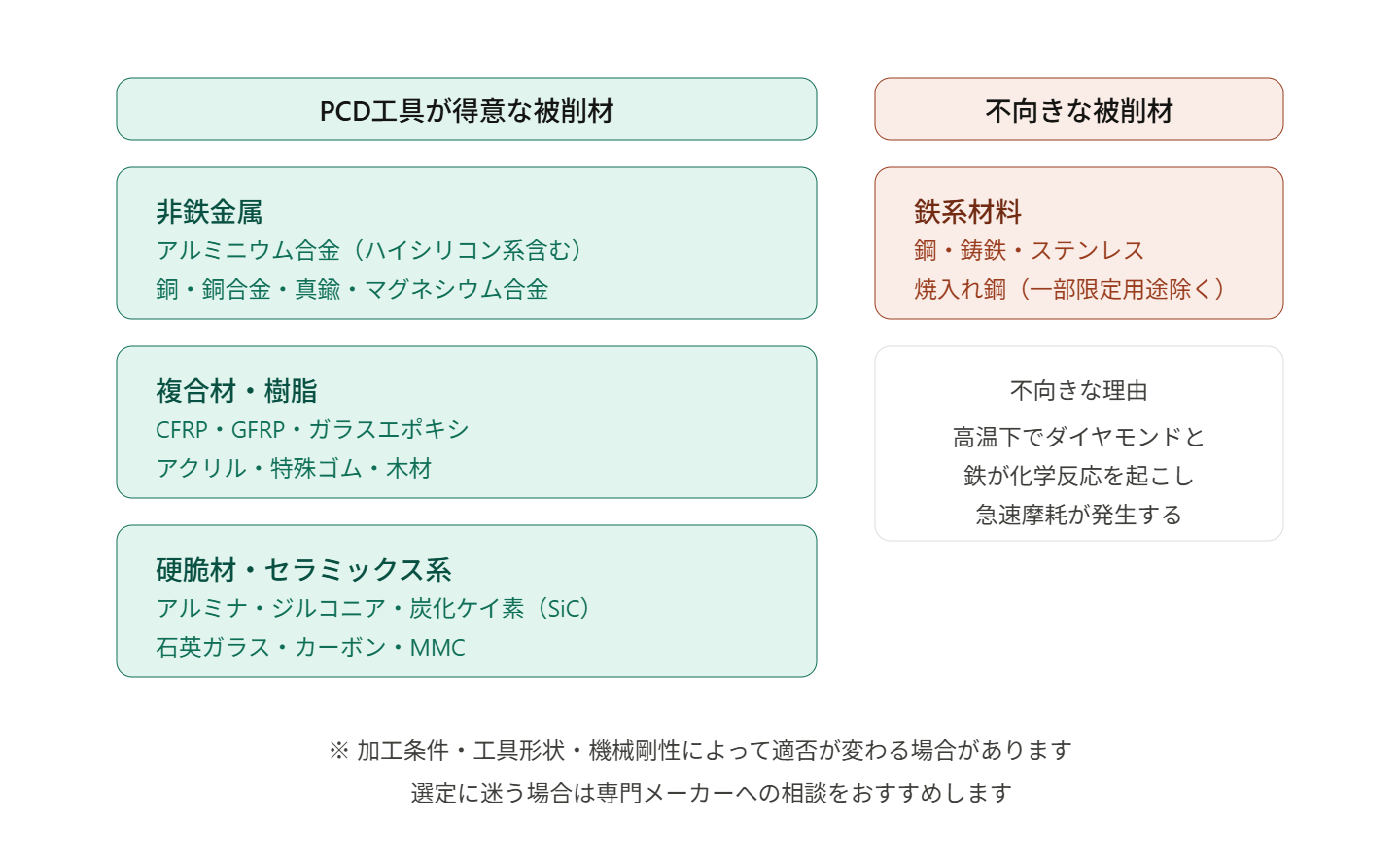
非鉄金属・複合材料での活用
PCD工具が最も安定した効果を発揮するのは、非鉄金属と複合材料の加工領域です。以下の被削材で特に優れた結果が報告されています。
- アルミニウム合金(ハイシリコン系)
- 銅・銅合金・真鍮・マグネシウム合金
- CFRP・GFRP・ガラスエポキシ
- アクリル・特殊ゴム・カーボン・MMC(金属基複合材料)
アルミニウム合金の加工では、ダイヤモンドとアルミの親和性が低いため切粉の溶着が起きにくく、長時間にわたって鋭い切れ刃を維持できます。自動車のエンジン部品やトランスミッションケースの量産ラインで標準的に採用されている背景には、この安定性があります。CFRPについては、炭素繊維が通常の超硬工具を急速に摩耗させる研削性の高い素材であるため、PCD工具の高耐摩耗性が特に有効に働きます。繊維の剥離やバリの発生を抑えやすく、航空機部品や自動車の構造部材加工での採用が進んでいます。
硬脆材(セラミックス・石英ガラス・炭化ケイ素など)についても、PCD工具は有力な選択肢となります。ただし、硬脆材は衝撃に弱い素材が多く、切込み量や送り条件の設定を慎重に行う必要があります。
注意が必要な被削材と使用上の制約
鉄系材料との化学反応リスク
PCD工具が明確に不向きな被削材は、鉄系材料です。鋼・鋳鉄・ステンレスの加工でPCD工具を使用すると、切削時の高温環境下でダイヤモンドと鉄が化学反応を起こし、急速な摩耗が発生します。この現象はグラファイト化と呼ばれ、ダイヤモンドが炭素に変質することで刃先が急激に劣化します。鉄系材料の加工にはCBN工具や超硬工具のほうが適しており、用途を混同しないことが工具選定の基本です。
断続切削・衝撃加工での注意点
PCD素材は硬度が高い反面、靭性(粘り強さ)が低いため、衝撃や振動が加わる断続切削では刃先の欠け(チッピング)が発生しやすくなります。ミーリング加工や断続面の旋削では、機械の剛性・回転数・送り条件を慎重に設定することが現場での安定稼働に欠かせません。自社の工程や機械環境によって適否が変わる部分ですので、導入前に加工条件の検討を十分に行うことをおすすめします。
よくある質問
Q. PCD工具は鉄の加工に使えますか?
A. 原則として不向きです。高温下でダイヤモンドが鉄と化学反応(グラファイト化)を起こし、急速摩耗が発生するためです。鉄系材料にはCBN工具や超硬工具が適しています。Q. アルミ加工にPCD工具が向いている理由は何ですか?
A. ダイヤモンドとアルミの親和性が低く溶着が起きにくいため、切れ刃を長期間維持しやすく、加工面品質と工具寿命の両立が図れます。
PCD工具の種類と加工形態はどのように分類される?
PCD工具は加工の目的や形態によって、さまざまな種類に分類されます。超硬工具と同様の工具形態がそろっており、被削材と加工内容に応じて適切な種類を選ぶことが、現場での効果を最大化する鍵になります。
工具形態による分類
PCD工具の主な種類は以下のとおりです。
- PCD ドリル
- PCD リーマ
- PCD エンドミル
- PCD フェイスミル
- PCD 旋削工具(バイト)
PCD ドリルは、アルミ合金やCFRPへの穴あけ加工に広く使われます。先端にPCDチップをロウ付けした構造が一般的で、長寿命と高い穴精度を両立します。量産ラインでの連続穴あけ加工において工具交換頻度を大幅に減らせる点が評価されています。
PCD リーマは、穴あけ後の精密仕上げに用いられます。μm(マイクロメートル)単位の内径精度が求められる部品加工で採用されることが多く、アルミ合金の自動車部品や油圧機器部品の仕上げ工程での活用が典型的な例です。
PCD エンドミルは、溝加工・側面加工・輪郭加工に対応します。刃先の摩耗が少ないため、長時間加工しても加工面の品質が安定しやすく、鏡面に近い仕上げ面が求められる場面でも使われます。ただし、極小径については加工条件や工具剛性の制約が大きくなる場合があるため、個別に検討が必要です。
PCD フェイスミルは、平面や正面の削り加工に使用されます。アルミ合金ブロックの平面加工や自動車部品の合わせ面加工など、大面積を高能率で仕上げる量産ラインで標準的に採用されています。
PCD 旋削工具(バイト)は、旋盤加工での外径・内径・端面加工に対応します。ロウ付けタイプが中心で、非鉄金属や複合材の高精度旋削において安定した面粗さを長時間維持できます。
業界別の主な活用シーン
PCD工具が採用されている代表的な業界は、自動車・航空宇宙・医療機器・電子・半導体の4分野です。
自動車分野では、エンジンブロック・シリンダーヘッド・トランスミッションケースなどのアルミ鋳造部品の加工でPCDフェイスミルやドリルが標準化されています。EVシフトに伴うモーターハウジングやバッテリーケースの需要増加により、アルミ加工へのPCD工具採用がさらに広がっています。
航空宇宙分野では、CFRP製の機体構造部材への穴あけ・トリミング加工でPCDドリルやエンドミルが活用されています。医療機器分野では、インプラント部品や手術器具に用いられるチタン合金・特殊合金の微細加工にPCD工具が対応しています。東鋼では医療分野向けの対応実績がありますが、詳細についてはお問い合わせください。
一概には言えない部分もありますが、加工する業界・素材・精度要求によって最適な工具種類は異なります。現場の条件を整理したうえで選定を進めることをおすすめします。
よくある質問
Q. PCD工具にはどのような種類がありますか?
A. ドリル・リーマ・エンドミル・フェイスミル・旋削工具など、加工形態に応じた幅広い種類があります。被削材と加工目的に合わせて選定します。
東鋼のPCD工具対応について
東鋼(TOKO)は1937年の創業以来、特殊精密切削工具の開発・設計・製造に特化してきたメーカーです。累計5万種にのぼる工具開発の実績を背景に、自動車・工作機械・航空・医療など幅広い業界の加工課題に向き合ってきました。
累計5万種の開発実績が支える提案力
東鋼の強みは、標準品の供給にとどまらず、加工内容・被削材・機械環境に合わせたゼロベースの工具提案にあります。「まずこの工具を試してほしい」という押しつけではなく、お客様の加工課題をヒアリングしたうえで最適な工具形態・材種・刃先形状を検討する進め方を基本としています。
PCD工具についても、ドリル・リーマ・エンドミル・フェイスミル・旋削工具(バイト)を中心に対応しております。自動車部品・航空部品・医療機器向けの加工実績もあり、詳細についてはお問い合わせください。ただし、チップ(スローアウェイ式)や極小径への対応は得意としていない場合がありますので、まずはご相談いただくことをおすすめします。
現場では「PCD工具が向いているかどうか自体、判断がつかない」というご相談も少なくありません。被削材・加工形状・求める精度・現在の工具寿命などの情報をお伝えいただければ、PCD工具が適切かどうかも含めてご提案いたします。

 工具事例
工具事例 技術提案事例
技術提案事例 技術コラム
技術コラム 設備紹介
設備紹介 お客様の声
お客様の声 よくある質問
よくある質問 工場見学
工場見学 お問合せの流れ
お問合せの流れ 運営会社
運営会社
