幾何公差がリーマに与える影響とは?
幾何公差とは?
幾何公差とは、正しい形や位置からズレていても許される領域の値のことを言います。
図面には「Φ0.01」「0.02 A」といった記号が登場することがあります。
これは 幾何公差 と呼ばれるもので、製品の形状や位置のズレをどこまで許容できるかを数値で示したものです。
寸法公差が「長さや径そのもの」を管理するのに対し、幾何公差は「形の正しさ」や「基準に対する位置関係」を管理します。
>>幾何公差についてはこちら
>>幾何公差と寸法公差の違いの詳細はこちら
幾何公差が必要な理由
ものづくりの現場で使用される図面には、製品を形作るための寸法が記載されています。
もし図面に「縦 100mm、横50mm」のみの記載であれば、誤差が生じます。そのため、図面には「100mm ±0.1」のように、許容できる誤差の範囲、すなわち「寸法公差」が記されます。しかし、「寸法公差」により、部品の大きさは指定できても、そのカタチや姿勢、「位置関係」までは厳密に指示できないため、「幾何公差」が必要になります。
リーマに「形の正しさ」が求められる理由
リーマは、ドリルであけた穴を所定の寸法・精度・面粗さに仕上げるための工具です。ドリルが穴を「あける」工具であるのに対し、リーマは穴を「仕上げる」工具です。
この違いが、幾何公差への要求レベルにも直結します。
ドリルやエンドミルでは工具が材料を削り取ることで加工が完結しますが、リーマの場合は工具外径そのものが穴径を決定します。つまり、リーマの幾何形状の誤差はそのまま加工穴の誤差として現れるため、工具の形状精度がダイレクトに加工品質を左右するのです。
例えば、以下のような工具状態では穴品質に重大な影響が生じます。
- リーマのシャンクが真円でない
- 切れ刃が軸に対して偏心している
- 刃先の振れが大きい
これらはそれぞれ、穴径不良・真円度不良・面粗さの悪化へとつながります。
幾何公差がリーマ性能に与える影響
リーマの品質管理において特に重要視される幾何公差は、「形状公差」「位置公差」「振れ公差」の3つです。
❶ 形状公差(真円度・円筒度)
形状公差は、データム(基準)を必要とせず、その形自体がどれだけ正確な図形的性質を持っているかを規定します。
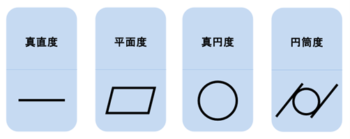
真円度
シャンクの真円度が悪いと、チャックで保持した際に保持力が不均一になり、回転振れの原因となります。さらにリーマ固有の問題として、外径の真円度が悪いと穴径精度が直接低下します。ドリルは「穴をあける」工具のため工具外径が直接穴径を決定しませんが、リーマは「仕上げる」工具のため、外径の真円度がそのまま加工穴の真円度に反映される点に注意が必要です。
円筒度
円筒度が損なわれている(テーパ状になっている、波打っているなど)と、加工中にビビりが発生しやすくなり、安定した仕上げ加工ができなくなります。工具振れの慢性的な発生にもつながります。
❷ 位置公差(同軸度・同心度)
位置公差は、基準(データム)に対して、その部位がどこにあるべきかを規定します。

外径とシャンク軸の同軸度
リーマ外径とシャンク軸の同軸度がずれると、穴径が安定しません。特定の箇所だけが過剰に切削されることで穴径が広がったり、真円度が悪化したりします。
ガイド部と切削部の同軸度(リーマ固有の重要項目)
リーマはガイド作用を利用して加工する工具であるため、ガイド部と切削部の同軸度が特に重要です。この値がわずかにずれるだけで、穴の径精度・真円度・面粗さのすべてに大きな影響が生じます。これはドリルやエンドミルにはないリーマ特有の管理ポイントです。
刃位置の均等性(多刃リーマ)
多刃リーマでは、各切れ刃の位置ばらつきが切削負荷を不均一にします。刃位置の偏りは一部の刃だけに切削が集中する偏摩耗を引き起こし、工具寿命の低下につながります。
❸ 振れ公差(円周振れ・全振れ)
振れ公差は、リーマにとって最も重要な管理項目の一つです。基準軸を中心として回転させた際に、表面が指定した方向にどれだけ変位するかを管理します。

円周振れ・全振れ
刃先振れは穴径精度に直結します。振れが大きいと真円度が悪化し、面粗さも低下します。さらに工具寿命にも影響します。
高精度リーマでは数μmレベルの振れ管理が求められます。0.01mm単位の振れが仕上げ面品質に影響するため、この公差の管理は現場の加工品質を左右する重要な要素です。
幾何公差の不備が招く具体的な加工トラブル
幾何公差が適切に管理されていないリーマを使用すると、現場では以下のような具体的な問題が発生します。
穴径不良・真円度不良
最も直接的に現れるのが穴寸法のばらつきです。リーマは外径で穴を仕上げる工具のため、外径真円度の悪化はそのまま穴の真円度悪化に直結します。寸法公差を外れたワークが量産ラインで続出するリスクがあります。
面粗さの悪化
振れ公差や円筒度が悪い工具は、回転中に微細な振動を繰り返します。この振動がリーマ仕上げ面に周期的な筋や凹凸を生じさせ、図面指定の面粗さを達成できない原因となります。
偏摩耗による工具寿命の短縮
多刃リーマで刃位置が不均等な場合、一部の刃だけが切削に関与し、他の刃は加工に寄与しません。負荷が集中した刃は早期に摩耗または欠損し、工具全体の寿命を大幅に縮める原因となります。
ガイド機能の破綻による穴位置ずれ
リーマ特有の問題として、ガイド部と切削部の同軸度が悪い場合、リーマのガイド機能が正常に働かず、穴位置がずれるケースがあります。仕上げ加工のはずが穴径や位置精度を悪化させてしまうという本末転倒な事態につながります。
幾何公差を満たすリーマ製作の難しさ
幾何公差を厳格に守ることは容易ではありません。単に高精度な機械を導入するだけでなく、それを使いこなす技術と、正しく測る体制が必要です。
CNC工具研削盤と専用測定器によるμm単位の管理
幾何公差を満たすためには、最新のCNC工具研削盤による精密加工が不可欠です。しかし、加工しただけでは不十分であり、加工後にその精度が本当に出ているかを検証する専用測定器との組み合わせが、μm単位の精度管理を可能にします。
複数の公差を同時に満たす工程設計と熟練の技能
リーマの製造では、「外径真円度を出しながら、ガイド部と切削部の同軸度も維持し、刃先振れも最小化する」といった複数の幾何公差を同時に満たさなければなりません。これには加工時の熱変位や工具のたわみを考慮した高度な工程設計と、長年の経験に基づく職人の技能が不可欠です。
特にリーマは、ドリルやエンドミルとは異なり、外径精度・ガイド/切削部の同軸度・刃先振れのすべてが穴仕上げ精度に直接影響するため、高度な工程設計が求められます。
特注精密リーマを製作する際に、幾何公差で考慮すべきポイント
幾何公差は単なる図面上の記号ではなく、製品の性能・寿命・安全性を決定づける非常に重要な要素です。特に穴を仕上げるリーマにおいては、その影響は顕著に現れます。
特注精密リーマを製作する際、幾何公差において考慮すべきポイントは大きく2点あります。
1.幾何公差を満たすための工具製作プロセス
リーマの性能を最大限に引き出すためには、穴径精度に直結する外径の「真円度」・「円筒度」、ガイド作用に影響する「同軸度」、刃先精度に関わる「円周振れ」など、複数の幾何公差を同時に、かつμm単位で満たす必要があります。
しかし、これらの厳格な公差を安定して実現することは容易ではありません。単に高精度な研削盤を使用するだけでは不十分であり、工具の形状や材質、求められる公差の種類に応じて最適な加工プロセスを設計する必要があります。
μm単位の精度管理を確実に保証するためには、
- 高精度な「CNC工具研削盤」
- 加工結果を正確に評価する「高精度な専用測定器」
- 設備を使いこなし、最適な工程を設計する「熟練した職人の技能とノウハウ」
これらすべてが揃って初めて、図面が要求する幾何公差を満たすリーマ製作が可能となります。
2.本当にそのリーマにその幾何公差が必要かを検証し、加工性と製造性でバランスを取る
特に医療分野や航空・精密機器分野で使用される特殊精密リーマは、幾何公差の指示が多い傾向にあります。公差が厳しくなればなるほど、特殊な製造プロセス・高度な加工技術・厳格な検査体制が必要となり、安全率もかかるため、全体的に大幅なコスト増加につながります。
しかし実際にお客様にお話を伺うと、過去に製造した工具や規格品の図面を参考にして図面を作成した結果、実は必要ない箇所にまで幾何公差の指定が入っているケースが少なくありません。
このような事象は医療分野に限りません。特注リーマの図面を起こす際に、幾何公差の指示が過剰品質になっていることが多いのが実情です。
重要なのは、最終的な穴加工精度はリーマの幾何公差だけで決まるものではないという点です。工具を掴むチャックやホルダの精度、工作機械の主軸のメンテナンス状態、CAMの最適化など、「工具以外の要因」が適切に管理されていなければ、どれだけ高精度で高価なリーマを使用しても、図面通りの穴精度を達成することはできません。そのため、過剰品質な幾何公差のままリーマを製造依頼しても、ただのムダになりかねないのです。
したがって、本当にそのリーマにその幾何公差が必要かを検証し、加工性と製造性でバランスを取ることが極めて重要です。用途に応じて機能品質以上に必要な要求があるケースもあれば、逆に工具寿命を優先したいという潜在的なニーズまで考慮する必要があります。本当に必要な幾何公差のみを図面で指定することが、依頼側と製造側での齟齬をなくし、最も最適なリーマの製造実現へとつながるのです。
本コラムのポイントまとめ
- 幾何公差は、単なる図面上の記号ではなく、製品の性能・寿命・安全性を決定づける重要な要素。
- リーマは穴を「仕上げる」工具であるため、工具外径がそのまま穴径精度に直結し、ドリルやエンドミル以上に高い幾何公差管理が必要。
- 特に外径の真円度・ガイド部と切削部の同軸度・刃先振れの管理がリーマ固有の重要ポイント。
- 幾何公差を満たすためには、CNC工具研削盤+専用測定器+熟練技能の三位一体が不可欠。
- 幾何公差は厳しければよいというわけではなく、過剰な公差指定はコスト増に直結。東鋼ではお客様の真のニーズをヒアリングし、加工性・製造性・機能を総合的に考慮した最適な幾何公差のリーマをご提案します。
切削工具に関するお困りごとは、特殊精密切削工具.comにご相談ください
東鋼では、単に図面通りに工具を加工するだけではなく、お客様の真のニーズをヒアリングし、そのために最適な工具の形状をご提案いたします。幾何公差は外観品質の管理方法を変えるなどで代替できる可能性もあり、お客様の真の目的を達成するための公差設計をサポートいたします。
幾何公差は、単なる図面上の記号ではなく、製品の性能・寿命・安全性を決定づける重要な要素です。
特に穴仕上げ加工を行うリーマでは、幾何公差の管理が難しく、それを実現できるかどうかがメーカーの実力を示す指標となります。
東鋼は、工業用から医療用まで、厳格な幾何公差を確実に保証できる製造技術を備えています。「形状の正しさ」を徹底して守ることで、安定した穴仕上げ性能と信頼性をお客様にお届けします。

関連記事

 工具事例
工具事例 技術提案事例
技術提案事例 技術コラム
技術コラム 設備紹介
設備紹介 お客様の声
お客様の声 よくある質問
よくある質問 工場見学
工場見学 お問合せの流れ
お問合せの流れ 運営会社
運営会社
