幾何公差がエンドミル性能に与える影響とは?
幾何公差とは?
幾何公差とは、正しい形や位置からズレていても許される領域の値のことを言います。
図面には「Φ0.01」「0.02 A」といった記号が登場することがあります。
これは 幾何公差 と呼ばれるもので、製品の形状や位置のズレをどこまで許容できるかを数値で示したものです。
寸法公差が「長さや径そのもの」を管理するのに対し、幾何公差は「形の正しさ」や「基準に対する位置関係」を管理します。
>>幾何公差についてはこちら
>>幾何公差と寸法公差の違いの詳細はこちら
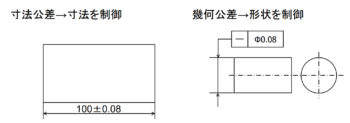
公差は大きく分けて、「寸法公差」と「幾何公差」があります。
寸法を制御するものが寸法公差です。各部分の寸法を規制します。
それに対して、寸法公差だけでは表現できない、立体的な形状を制御するものを幾何公差といいます。
形状や平行度、傾き、位置、振れなどを規制します。
寸法公差が「長さや径そのもの」の寸法を管理するのに対し、幾何公差は「形の正しさ」や「基準に対する位置関係」などの形状を管理します。 図面には主に「寸法公差」と「幾何公差」が記載されています。
特に高速回転するエンドミルにおいては、シャンクがわずかに楕円形である、または刃先の位置が軸からずれているといった幾何公差の不備は、切削性能や仕上がり精度に大きく影響します。
幾何公差が必要な理由
ものづくりの現場で使用される図面には、製品を形作るための寸法が記載されています。
もし図面に「縦 100mm、横50mm」のみの記載であれば、誤差が生じます。そのため、図面には「100mm ±0.1」のように、許容できる誤差の範囲、すなわち「寸法公差」が記されます。しかし、「寸法公差」により、部品の大きさは指定できても、そのカタチや姿勢、「位置関係」までは厳密に指示できないため、「幾何公差」が必要になります。
幾何公差の主な種類
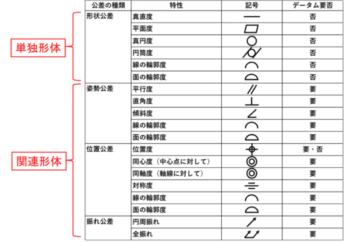
幾何公差は、単独形体と関連形体の大きく2つに分類されます。
単独形体は、データムに関連しない形体です。
関連形体は、データムに関連する形体です。
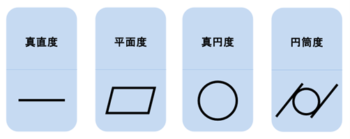
そして、単独形体と関連形体に対して、形状公差・姿勢公差・位置公差・振れ公差の大きく4種類に分類されます。
さらにその4種類のいずれかに属する15個の幾何公差特性があります。
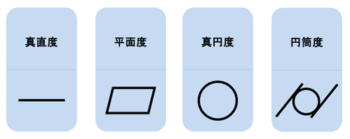
形状公差
単独の形体(線、面、円など)が、理想的な幾何学的形状から、どれだけ狂っているかを規制します。他の基準面(データム)を必要としない公差です。
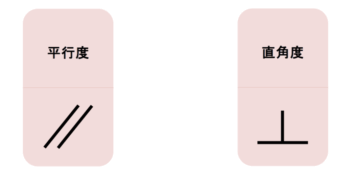
姿勢公差
基準となるデータムに対して、対象となる形体(線または面)がどれだけ傾いているかという角度的な狂いを規制します。平行度、直角度、傾斜度などがあります。
位置公差
基準となるデータムに対して、穴や溝などの形体(フィーチャ)の理論的に正確な位置からのズレを規制します。位置度、同軸度、対称度などがあります。

振れ公差
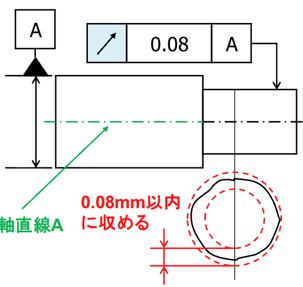
データム軸直線の周りに部品を回転させたとき、その表面がどれだけ振動したり(振れたり)ズレたりするかを規制します。円周振れと全振れの2種類があります。

エンドミルに「形の正しさ」が求められる理由
エンドミルは高速で回転しながら金属を削り取る工具です。例えば、シャンクがわずかに楕円形であったり、刃先の中心が軸からずれていたりすると、回転時に大きな振れが発生します 。この振れは、切削性能の低下や仕上がり精度の悪化、さらには工具の破損を招く直接的な原因となります 。そのため、エンドミルには極めて高い幾何学的な正しさが求められます。
幾何公差がエンドミル性能に与える影響
エンドミルの品質管理において、特に重要視される幾何公差は大きく分けて「形状公差」「位置公差」「振れ公差」の3つです 。
➊形状公差:真円度・円筒度がシャンク保持に与える影響
形状公差は、データム(基準)を必要とせず、その形自体がどれだけ正確な図形的性質を持っているかを規定します。
-
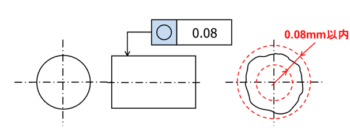
真円度:
円形形体の幾何学的に正しい円からの狂いの大きさです 。シャンクの真円度が悪いと、チャックで保持した際に保持力が不均一になり、回転振れの原因となります 。
-
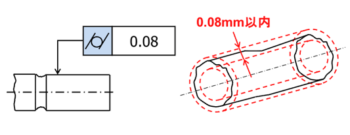
円筒度:
円筒形体の正しさを示します 。シャンク部の円筒度が損なわれている(例えばテーパ状になっている、あるいは波打っている)と、加工中にビビリが発生しやすくなります 。
❷位置公差:同軸度・対称度が刃先に及ぼす影響
位置公差は、基準(データム)に対して、その部位がどこにあるべきかを規定します 。

-
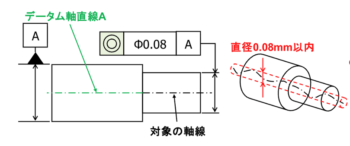
同軸度:
データム軸直線と同一線上にあるべき軸線のズレの大きさです 。刃先とシャンク軸の同軸度がずれると、特定の刃だけに負荷が集中し、加工面が悪化するだけでなく、工具寿命も著しく短くなります 。下記の図では「対象となる、軸線はデータム軸直線Aに同軸の直径0.08mmの円筒内に入っていなければならない」ことを示しています。
-
対称度:
中心面などが基準に対してどれだけ対称かを示します 。切れ刃の対称性が崩れると、切削抵抗が偏り、異常摩耗や突発的な欠損(チッピング)につながります 。- 微細エンドミルでは、刃先位置のわずかなズレが加工精度や工具寿命に影響します。
- 多刃エンドミルでは、各刃の位置精度が加工面品位や振動特性に影響します。
❸振れ公差:円周振れ・全振れと高速回転時のリスク
振れ公差は、基準軸を中心として回転させた際、表面が指定した方向にどれだけ変位するかを管理します 。
-
円周振れ:回転中のある一点での振れを測定します 。
高速回転で使用されるエンドミルでは、刃先の振れが 0.01mm 単位で加工面の面粗さに影響を及ぼします 。特に高回転になればなるほど、微細な振れが遠心力によって増幅され、深刻なトラブルを招きます。下記の図の表記では、「任意で指定した場所の振れが0.08mmの範囲に入っていないければならない。」という意味で使用されます。
幾何公差の不備が招く具体的な加工トラブル
幾何公差が適切に管理されていないエンドミルを使用すると、現場では以下のような具体的な問題が発生します。
加工精度の低下と表面粗さの発生
最も顕著に現れるのが、加工表面の劣化です。円筒度や振れ公差が悪い工具は、回転中に微細な振動を発生させます 。これにより、ワークの表面に「うろこ状」の模様が出たり、寸法が安定しなかったりといった不具合が生じます。
切削抵抗の偏りによる異常摩耗と工具欠損
多刃エンドミルの場合、各刃の位置精度(幾何公差)が均一でないと、特定の刃だけが深く切り込み、他の刃は空振りするという現象が起きます 。
-
過負荷な刃:切削抵抗が増大し、早期に摩耗または折損します 。
-
空振りの刃:加工に寄与せず、効率が低下します。このアンバランスは、工具全体の寿命を大幅に縮める原因となります。
微細加工における「わずかなズレ」の致命的な影響
特に近年需要が高まっている微細エンドミルにおいては、$\mu m$ 単位の幾何公差管理が文字通り生命線となります 。刃先径が極めて小さいため、わずかな同軸度のズレであっても、刃先にかかる相対的な負荷変動は巨大になり、瞬時に工具が折損するリスクが高まります 。
幾何公差を満たす工具製作の難しさ
幾何公差を厳格に守ることは容易ではありません。単に高精度な機械を導入するだけでなく、それを使いこなす技術と、正しく測る体制が必要です 。
CNC工具研削盤と専用測定器による μm 単位の管理
幾何公差を満たすためには、最新のCNC工具研削盤による精密加工が不可欠です 。しかし、加工しただけでは不十分であり、加工後にその精度が本当に出ているかを検証する専用測定器との組み合わせが、 μm 単位の精度管理を可能にします 。
複数の公差を同時に満たす工程設計と熟練の技能
エンドミルの製造では、「真直度を出しつつ、同軸度も維持する」といった、複数の公差を同時に満たさなければなりません 。これには、加工時の熱変位や工具のたわみを考慮した高度な工程設計と、長年の経験に基づく職人の技能が不可欠です 。
特注精密エンドミルを製作する際に、幾何公差で考慮すべきポイント
幾何公差は単なる図面上の記号ではなく、製品の性能・寿命・安全性を決定づける非常に重要な要素です 。特に高速回転し、微細加工を行うエンドミルにおいては、その影響は顕著に現れます 。 特注精密エンドミルを製作する際、幾何公差において考慮すべきポイントは大きく2点あります 。
1.幾何公差を満たすための工具製作プロセス
エンドミルの性能を最大限に引き出すためには、刃先の振れを抑制する「同軸度」や「円周振れ」、チャッキング精度に関わるシャンクの「円筒度」や「真円度」など、複数の幾何公差を同時に、かつμm単位で満たす必要があります 。 しかし、これらの厳格な公差を安定して実現することは容易ではありません 。単に高精度な研削盤を使用するだけでは不十分であり、工具の形状や材質、求められる公差の種類に応じて、最適な加工プロセスを設計する必要があります 。 確実な精度管理を保証するためには、高精度な「CNC工具研削盤」、加工結果を正確に評価する「高精度な専用測定器」、そして設備を使いこなし最適な工程を設計する「熟練した職人の技能とノウハウ」のすべてが揃って初めて、図面が要求する幾何公差を満たす工具製作が可能となります 。
2.本当にその幾何公差が必要かを検証し、加工性と製造性でバランスを取る
特に医療分野で使用される特殊精密エンドミルは、幾何公差の指示が多い傾向にあります 。公差が厳しくなればなるほど、要求精度が厳しくなる分だけ、特殊な製造プロセス、高度な加工技術、そして厳格な検査体制が必要となり、さらに安全率もかかるため、全体的に大幅なコスト増加につながります 。
しかし、実際に医師の方々や医療機器メーカーの方々にお話を伺うと、医療分野では外観が重要視されることが多く、実は品質面や精度は工具メーカー任せとなっていることが多いのも事実です 。つまり、一般的な図面の作り方に従ったり、過去に製造した工具や規格品の図面を参考にして図面を製作すると、実は必要ない箇所まで幾何公差の指定が入っているケースも少なくありません 。
このような事象は医療分野に限りません 。規格外の特殊エンドミルの図面を起こす際に、幾何公差の指示が過剰品質になっていることが多いのが実情です 。 最終的な加工精度はエンドミルの幾何公差だけで決まるものではなく、工具を掴むチャックやホルダの精度、工作機械の主軸のメンテナンス状態、CAMの最適化等々、「工具以外の要因」が適切に管理されていなければ、どれだけ高精度で高価な工具を使用しても、図面通りの幾何公差を達成することはできません 。そのため、過剰品質な幾何公差のままエンドミルを製造依頼しても、ただのムダになりかねないのです 。
したがって、本当にエンドミルにその幾何公差が必要かを検証し、加工性と製造性でバランスを取ることが極めて重要です 。医療分野で外観品質が重要視されるように、用途に応じて機能品質以上に必要な要求があるケースもあれば、逆に機能品質を落としてコストを下げたいケース、あるいは工具の交換頻度を減らすために工具寿命をとにかく長くしたいという潜在的なニーズまで考慮する必要があります 。本当に必要な幾何公差のみを図面で指定することが、エンドミルの依頼側と製造側での齟齬を無くし、加工性と製造性、さらには機能以外のニーズまで捉えた最も最適なエンドミルの製造実現へとつながるのです 。
本コラムのポイントまとめ
✓幾何公差は、単なる図面上の記号ではなく、製品の性能・寿命・安全性を決定づける重要な要素。
✓特に高速回転かつ微細加工を行うエンドミルでは、幾何公差の管理が難しく、それを実現できるかどうかがメーカーの実力を示す指標となる。
✓幾何公差を満たすためには、単に高精度な研削盤を使うだけでは不十分であり、μm単位の精度管理を行うために、CNC工具研削盤+専用測定器を組み合わせる必要がある。
✓真直度や同軸度といった複数の公差を同時に満たすためには、工程設計と職人の技能が不可欠。
✓東鋼ではの厳格な製造技術で 医療用から工業用まで、「失敗できない現場」の信頼にお応えします。
切削工具に関するお困りごとは、特殊精密切削工具.comにご相談ください
東鋼では、単に図面通りに工具を加工するだけではなく、 お客様の真のニーズをヒアリングし、そのために最適な工具の形状をご提案いたします。幾何公差は外観品質の管理方法を変えるなどで代替できる可能性もあり、お客様の真の目的を達成するための公差設計をサポートいたします。
幾何公差は、単なる図面上の記号ではなく、製品の性能・寿命・安全性を決定づける重要な要素です。
特に高速回転かつ微細加工を行うドリルでは、幾何公差の管理が難しく、それを実現できるかどうかがメーカーの実力を示す指標となります。
東鋼は、工業用から医療用まで、厳格な幾何公差を確実に保証できる製造技術を備えています。
「形状の正しさ」を徹底して守ることで、安定した切削性能と信頼性をお客様にお届けします。
ドリル刃を精密加工する際のポイントについて
https://special-precision-cutting-tool.com/column/004
ドリルの基礎知識・各部の名称【切削工具の基礎知識シリーズ】
https://special-precision-cutting-tool.com/column/drill-knowledge
設備紹介
https://special-precision-cutting-tool.com/facility
精密切削工具 品質保証
https://special-precision-cutting-tool.com/service/008-2
失敗できない時に選ばれる「東鋼品質」の工具製造技術
https://special-precision-cutting-tool.com/reason/r3


 工具事例
工具事例 技術提案事例
技術提案事例 技術コラム
技術コラム 設備紹介
設備紹介 お客様の声
お客様の声 よくある質問
よくある質問 工場見学
工場見学 お問合せの流れ
お問合せの流れ 運営会社
運営会社
