リーマの加工時に起きるトラブルとその対策について
はじめに
機械加工に従事する多くの方々にとって欠かせない切削工具。しかし、切削工具を使用する上で、チッピングや折損、切りくずの詰まり等のトラブルが起きてしまう場合があります。トラブルに対し、最適な対策をしなければ加工コストの増加のみならず、加工品質の低下に繋がりかねません。今回は、リーマのトラブルとそれぞれへの対策について説明します。
>>技術コラム『ドリルの加工時に起きるトラブルとその対策について』はこちら
>>技術コラム『エンドミルの加工時に起きるトラブルとその対策について』はこちら
リーマは、どのような工具?
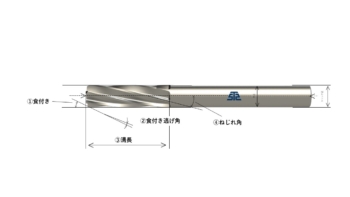
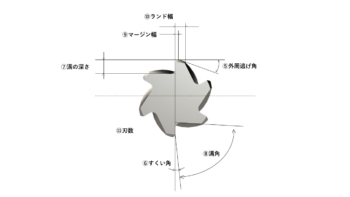
リーマは、ドリルなどで開けられた穴の内面を、より高い精度と滑らかさに仕上げるために使用される回転工具です。エンドミルが材料を削り出して形状を作るのに対し、リーマはすでに存在する穴の内径を精密に拡大し、表面を滑らかにすることを主な目的としています。
>リーマの基礎知識・各部の名称【切削工具の基礎知識シリーズ】
>ドリルの基礎知識・各部の名称【切削工具の基礎知識シリーズ】
リーマに求められることとは?
リーマは、ドリルであけられた穴を仕上げるための工具で、穴の寸法精度、面粗度、幾何公差を整えるために使用します。リーマに求められることは、下穴の歪みや曲がりを取り除き、より真円に近い状態に加工できること(真円度、振れ精度)、切りくずの処理がスムーズであること(排出性)、切削熱に強いこと(耐熱性)、長期間使用出来ること(高寿命、耐摩耗性)が挙げられます。これらを満たすためには、ワークのことを理解し、仕上がり寸法や使用する機械、環境に合わせて設計する必要があります。しかし、誤った設計になっていると、リーマが異常摩耗を起こしたり折損してしまったり、またワークを傷つけてしまうと言ったトラブルを起こしてしまいます。
>>技術コラム『リーマを正しく使用するための選定ポイントとは?』はこちら
リーマにおいて発生するトラブル
リーマにおけるトラブルには1.寿命が短い、2.狙った寸法から外れてしまう、3.加工面にツールマークがつく、4.加工面が荒れてしまう、5.穴が曲がってしまう、6.穴の真円が出ないことが挙げられます。それぞれについて説明していきます
1.寿命が短い
工具寿命と判断している現象を確認して、その要因を追究し対策を取ります。工具材質やコーティング膜種の見直しは当然のことですが、リーマの基本設計と加工条件を変更することでも改善が図れることがあります。
2.狙った寸法から外れてしまう
要因は、リーマの加工目的の1つであるバニッシュ効果が適切でないことが挙げられます。マージン幅を小さくし過ぎたり、切削しろを大きくし過ぎたりすることでバニッシュ効果が小さくなり、切削作用が大きくなることで穴径は所定の狙い値よりも大きくなる傾向にあります。その逆にマージン幅を大きくし過ぎたり、切削しろを小さくし過ぎたりすることでバニッシュ効果が大きくなり、切削作用が小さくなることで穴径は所定の狙い値よりも小さくなる傾向にあります。リーマは、先端の食い付きで切削をし、外周刃でバニッシングをして加工径や面粗度、精度を仕上げる工具である為、このバランスを合わせることが重要です。
3.加工面にツールマークがつく
要因は、大きく分けて4種類ございます。前工程のドリルがつけたもの、ドリルの切屑がつけたもの、リーマの切屑がつけたもの、リーマ自体がつけたもの。工具がツールマークを付けている場合には、芯ずれによって発生している可能性があり、芯ずれの要因を特定して対策する必要があります。特に工具が傾いて取り付くことによって、刃が均一にワークに当たっていないことが多いです。それぞれの要因に合わせた加工条件の見直し、取り代の見直し、リーマの設計が重要になります。
4.加工面が荒れてしまう
要因として、潤滑が適正に行われておらず、溶着やかじり、焼き付きが発生や切りくずの排出が上手く行われていない可能性があります。また、また、マージンの設定が適切でない場合に溶着が発生することがあります。
5.穴が曲がってしまう
下穴に倣ってリーマが加工されていくため、リーマではなく下穴に要因があり、下穴が曲がっている場合にはリーマが倣ってしまわないようにする必要があります。その場合、先端食い付き角を大きくすることや、硬度の高い材質への変更(ハイス⇒超硬)で対策できます。
6.穴の真円が出ない
芯ずれが発生している可能性があります。取付時に工具が傾いているという使用環境の問題から、切削しろが小さいことで下穴の加工状態からリーマでの補正が出来ておらず真円が出ていないという設計の問題まで、要因が多く、これらを特定して対策する必要があります。
当社の工具事例をご紹介

面取りリーマ
自動車業界で使用されるサイズがφ7.07×70の超硬製面取りリーマです。現在使用する工具では面取り加工と内径加工を分けて加工しているために、加工時間を短縮したいとご依頼いただきました。特殊精密切削工具.comで1本の工具での加工検討を行い、面取りリーマを提案しました。面取りリーマを使用することでサイクルタイムの削減を実現し、使用する工具も1本になったため工具管理も楽になりました。

段付リーマ
自動車・輸送用機器業界で使用されるサイズがφ6.03×φ9.43×60の超硬製段付リーマです。加工時にバリが発生してしまう既存工具に代わる新しい工具を提案をしてほしいとご依頼いただきました。特殊精密切削工具.comでリーマ先端形状をローソク型形状に設定し、バリ発生を防ぐリーマを提案しました。ローソク型形状に変更することでバリの発生が減少し、後工程の工数削減に繋がりました。

6枚刃テーパーリーマ
自動車業界で使用されるサイズがφ10×95の超硬製6枚刃テーパーリーマです。ご依頼いただいたお客様は海外製のテーパーリーマを使用しており、精度が安定しないために提案して欲しいとのことでした。特殊精密切削工具.comでは溝形状やマージンを適切な寸法に設定しました。その結果、テーパー部の加工精度が上がり工具寿命30%向上しました。
トラブルを根本的に解決するためには
軸物工具におけるトラブルを列挙しましたが、2つ以上のトラブルが同時に発生してしまうという方もおられると思います。加えて、現状のトラブルを全て解決しようとすると、何から取り組めば良いか分からなくなってしまいかねません。これを根本的に解決するためには、「切削理論」と「材料特性」を熟知している特殊精密切削工具.comにご相談ください。
当社では創業から84年以上、お客様のご要望に合わせてオーダーメードの工具を開発・製造してまいりました。お客様それぞれに世界一の究極の逸品の工具を作り上げることをモットーに最先端設備を揃えており、高精度な加工を実現する環境を整えてまいりました。工業界から医療業界と「人体から宇宙まで」幅広く、精度が必要な工具の納品実績が多数ございます。
切削工具にお困りの方は、特殊精密切削工具.comまでお問い合わせください!
最後まで読んでいただき、ありがとうございました!


 工具事例
工具事例 技術提案事例
技術提案事例 技術コラム
技術コラム 設備紹介
設備紹介 お客様の声
お客様の声 よくある質問
よくある質問 工場見学
工場見学 お問合せの流れ
お問合せの流れ 運営会社
運営会社
