エンドミルの基礎知識【切削工具の基礎知識シリーズ】

当社では、2枚刃・3枚刃・4枚刃エンドミルをはじめ、アリ溝加工用エンドミル、スクエアエンドミル、ボールエンドミル、ラジアスエンドミル、ラフィング付エンドミル、総型エンドミルなどなど、お客様のご要望に合わせた特注エンドミルを多数製作しており、航空機用、医療用などの高精度・高品質が要求されるような業界に納品してきた実績がございます。
今回は、エンドミルの各部位について、切削工具のプロフェッショナルが基礎から丁寧に解説します。
エンドミルの各部位について
まずは、エンドミルの各部位について解説いたします。
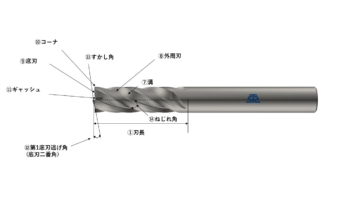
①刃長
刃長とは、文字通り刃部の長さのことで、一度に切削可能な深さに影響します。刃長を長くすると深い溝加工や側面加工ができますが、剛性が低くなりビビりが発生しやすくなります。反対に、刃長を短くすると剛性が高くなり切削性能が良くなりますが、深い溝加工や側面加工には適していません。
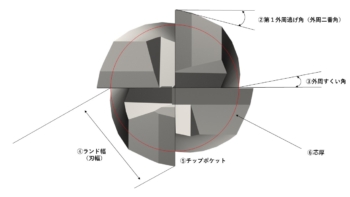
②第 1 外周逃げ角(外周二番角)
第 1 外周逃げ角(外周二番角)とは、外周刃における外周と第 1 外周逃げ面とのなす角です。逃げ角を大きくすると、刃先強度が不足し、チッピングや欠損が生じやすくなります。また、ビビりの原因にもなります。反対に、逃げ角を小さくすると、被削材とのクリアランスが少なく切れ刃の摩耗が急速に進行します。
>>エンドミルの第一外周逃げ角(外周二番角)の最適な角度は?
③外周すくい角
外周すくい角とは、外周刃のすくい角です。外周すくい角は切れ味と刃先強度を決める上で、最も重要なものです。外周すくい角を大きくすると、切れ刃が鋭利になり、切れ味が向上しますが、刃先強度は低下します。反対に、外周すくい角を小さくすると、刃先強度が向上しますが、切れ味は低下します。
>>エンドミルの外周すくい角がプラスの場合、マイナスの場合の違いとは?
④ランド幅
ランド幅とは、第 1 外周逃げ面と第 2 外周逃げ面の幅です。切れ刃強度を保持するための必要な部分です。ランド幅を広くし過ぎると刃先強度は上がりますが、切り込みが多くできません。反対に、ランド幅を狭くし過ぎると切り込みは多くできますが、刃先強度が下がるため、折損しやすくなります。
⑤チップポケット
刃先によって生成された切りくずを収容及び排出するために必要なくぼみです。チップポケットが大きいほどより多くの切りくずを収容できるため、切削効率が良くなります。反対に、チップポケットが小さいほど収容できる切りくずは少なくなるため、切削効率が悪くなります。
⑥芯厚
芯厚とは、中心部分の厚みのことです。芯厚は剛性とチップポケットを決める上で、最も重要なものです。芯厚を大きくすると断面の面積が広くなり、剛性が高くなりますが、チップポケットが小さくなるため切りくず排出性が悪くなります。反対に、芯厚を小さくするとチップポケットが大きくなり、切りくず排出性が良くなりますが、断面の面積は狭くなるため剛性が低くなります。
⑦溝
外周刃のすくい面を構成し、切りくずを排出するための溝のことです。溝は、切削する際にできる切りくずを外に排出する役割を持っています。溝を深くすると切りくずを収容できるチップポケットが大きくなり、切りくず排出性が良くなりますが、剛性は低くなります。反対に、溝を浅くすると剛性は高くなりますが、チップポケットが小さくなり、切りくず排出性が悪くなります。
⑧外周刃
外周刃とは、外周にある切れ刃のことです。外周刃の形状は、普通刃・テーパ刃・ラフィング刃の 3 種類に分類されます。加工する際は、使用用途に合わせて適切な形状を選択する必要があります。詳しくは外周刃の種別表をご覧ください。
⑨底刃
底刃とは、刃部端面にある切れ刃のことです。底刃の形状は、スクエア刃・ボール刃・ラジアス刃の3 種類に分類されます。加工する際は、使用用途に合わせて適切な形状を選択する必要があります。詳しくは底刃の種別表をご覧ください。
⑩コーナー
コーナーとは、外周刃と底刃とが繋がる角のことです。被削材を加工する際、最初に接触する部分です。コーナーを鋭くするほど、切れ味が良く食い込みやすくなりますが、強度が下がるため、衝撃によりコーナーが欠ける場合があります。エンドミルの中にはコーナーに R が施されているものもあります。
⑪ギャッシュ
ギャッシュとは、加工の際に発生する切りくずの収容と排出を促す溝のことです。ギャッシュは切りくず排出性を安定して高められるために、加工面精度を向上させる効果があります。ギャッシュが小さいと加工中に切りくずが詰まってしまい、折損しやすくなります。
⑫第 1 底刃逃げ角(底刃二番角)
第 1 底刃逃げ角(底刃二番角)とは、軸に直交する面と第 1 底刃逃げ面とのなす角のことです。加工面の表面粗さに影響を及ぼします。第 1 底刃逃げ角を大きくすると切削抵抗が減少し、安定した加工が可能になり、加工面の表面粗さが良くなります。反対に、第 1 底刃逃げ角を小さくすると切削抵抗が増大し、たわみや振動が増加するため、加工面の表面粗さが悪くなります。
⑬すかし角(ディッシュ)
底刃全体が被削材に接触しないように、コーナーから刃具中心に向かって逃がした角度のことです。すかし角は一般的に 1~5°程度に設定されています。すかし角を設定することで摩擦の発生や切削時の負荷を抑制することができます。また、切削抵抗を低減させ、加工面のキズを防止する効果があります。
⑭ねじれ角
軸中心を基準とした時の外周刃の傾きを表す角度のことです。ねじれ角は一般的に 30°に設定されています。ねじれ角が 40°以上のものは強ねじれ、ねじれ角が 15°程度のものは弱ねじれと呼ばれます。ねじれ角を大きくすると切削抵抗が減少し、切れ味が良くなりますが、剛性が低くなります。反対に、ねじれ角を小さくすると剛性は高くなりますが、切削抵抗の変動が激しく、切れ味が悪くなります。
⑮バックテーパ
エンドミルの先端からシャンクに向かって僅かに細くなる形状のことです。穴内壁とエン
ドミルとの摩擦を減少させることにより、切削抵抗を抑えます。
エンドミルの加工時に起きるトラブルとその対策について
エンドミルにおけるトラブルは、主に下記の4つが挙げられます。
1.異常摩耗
2.加工面が荒れてしまう
3.切りくずの詰まり
4.バリの発生
詳細は下記をご覧ください。
切削現場の課題を解決する、東鋼だからこそ可能な特殊エンドミル
エンドミルにおける基礎知識とトラブルを列挙しましたが、2つ以上のトラブルが同時に発生してしまうという方もおられると思います。加えて、現状のトラブルを全て解決しようとすると、何から取り組めば良いか分からなくなってしまいかねません。
このような切削現場の課題を解決する際は、「切削理論」と「材料特性」を熟知している特殊精密切削工具.comにご相談ください。
当社では創業から84年以上、お客様のご要望に合わせてオーダーメードの工具を開発・製造してまいりました。お客様それぞれに世界一の究極の逸品の工具を作り上げることをモットーに最先端設備を揃えており、高精度な加工を実現する環境を整えてまいりました。工業界から医療業界と「人体から宇宙まで」幅広く、精度が必要な工具の納品実績が多数ございます。
加工条件や被削材にあわせて、エンドミルの寿命延長のご提案いたします!
>>特殊エンドミル 開発サービス
特殊エンドミルの工具事例
続いて、実際に当サイトを運営する株式会社東鋼が製作した、特殊エンドミルの工具事例をご紹介いたします。

3枚刃エンドミル
半導体業界で使用されるサイズがφ8×80の超硬製エンドミルです。依頼背景としては、総型エンドミルを新規製作を検討しており、CADデータしか提出できないが、エンドミルの製作は可能かご相談をいただきました。特殊精密切削工具.comではCADデータのみで納入仕様図面を作図し、それを基に刃型形状の設定を行い、総型エンドミルを製作しました。

テーパー加工エンドミル
電子機械部品業界で使用されるサイズがφ6×60のハイス製テーパー加工エンドミルです。ご依頼いただいたお客様のご要望として、既存工具ではテーパー部の加工面が楕円に加工されてしまうために新規工具への変更を検討されていました。従来のスクイ角0°のテーパーエンドミルでは切削抵抗が大きいために、当社ではスクイ角を設け切削抵抗を減らした形状を提案し、スクイ角を設けた工具設計により楕円になることを抑えることが出来ました。

ラジアスエンドミル
ラジアスエンドミルとは、スクエアエンドミルの底刃コーナー部をR状にしたエンドミルをいいます。また、コーナーRエンドミルなどとも呼ばれます。ラジアスエンドミルは切削加工した縦横の面と面の境にRができるためそのような仕上げを求められたときに使用します。また、スクエアエンドミルでコーナーがチッピングし易い時にもラジアスエンドミルを使う事で、コーナーのチッピングを低減させる事が可能です。
エンドミルに関するお困りごとは、特殊精密切削工具.comにご相談ください
今回は、エンドミルについて解説しました。エンドミルの新規開発や既存工具の改造をご検討の際は、「切削理論」と「材料特性」を熟知している特殊精密切削工具.comにご相談ください。
当社では、創業から80年以上、お客様のご要望に合わせてオーダーメイドの工具を開発・製造してまいりました。お客様それぞれに世界一の究極の逸品の工具を作り上げることをモットーに最先端設備を揃えており、高精度な加工を実現する環境を整えてまいりました。工業界から医療業界と「人体から宇宙まで」幅広く、精度が必要な工具の納品実績が多数ございます。
エンドミルの開発・設計・製作なら、特殊精密切削工具.comまでお問い合わせください!


 工具事例
工具事例 技術提案事例
技術提案事例 技術コラム
技術コラム 設備紹介
設備紹介 お客様の声
お客様の声 よくある質問
よくある質問 工場見学
工場見学 お問合せの流れ
お問合せの流れ 運営会社
運営会社
